ABOUT ABRASIVES研磨材について
01.構造について
研磨材は一般的に構造的特長より、研磨布紙と不織布研磨材に分かれます。
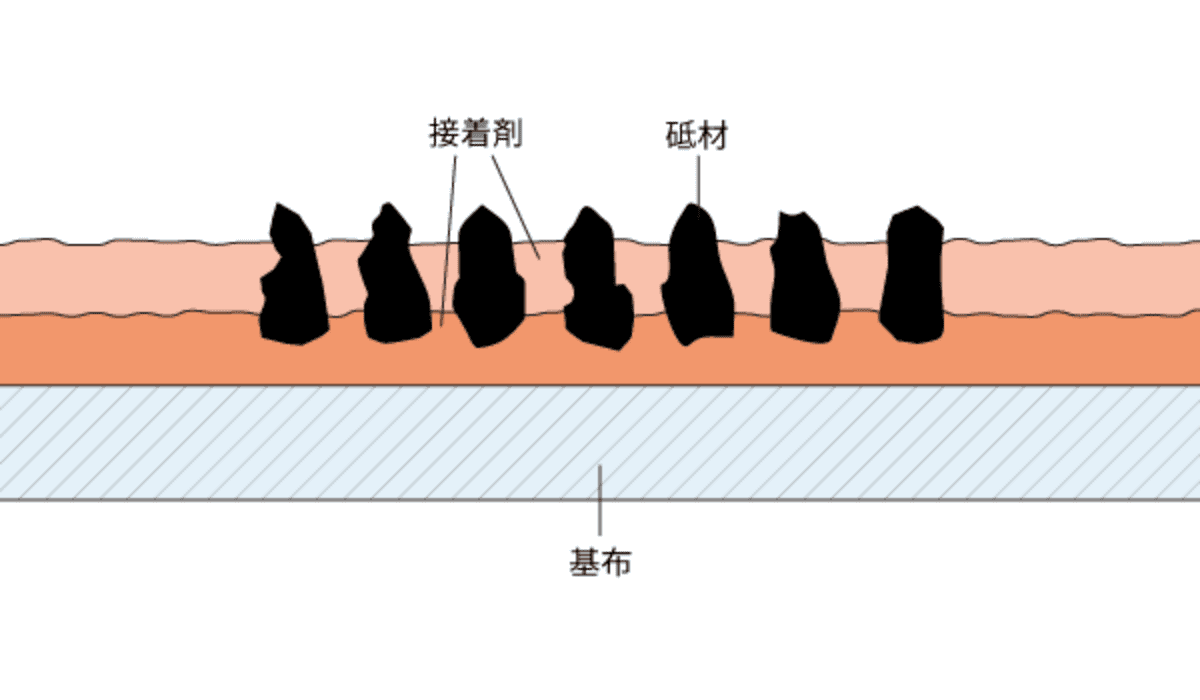
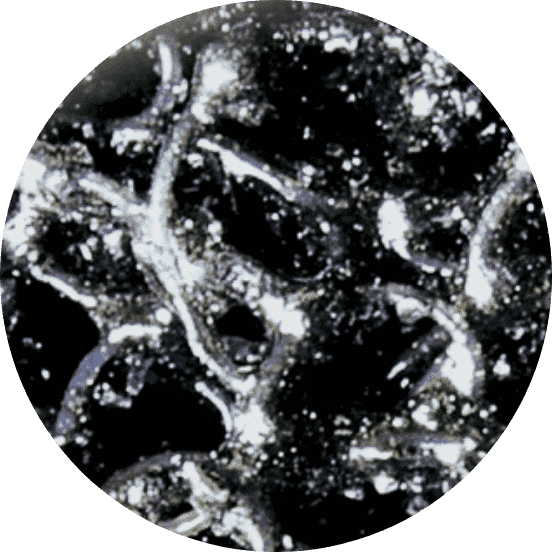
研磨布紙
- 研磨布紙は、基布になる織布の上に砥材を塗付し、接着剤で固定したものです。砥材とワークが直接あたるので、優れた研削力を発揮します。
- テクノディスクやフラップホイルに使用しています。
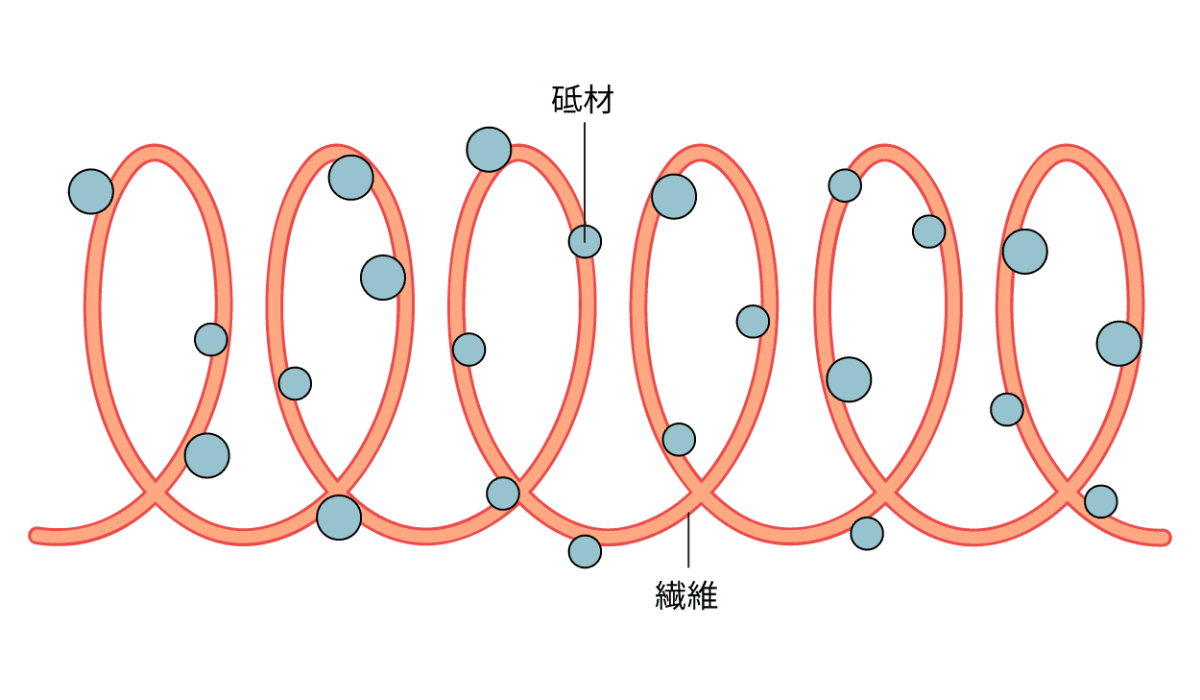
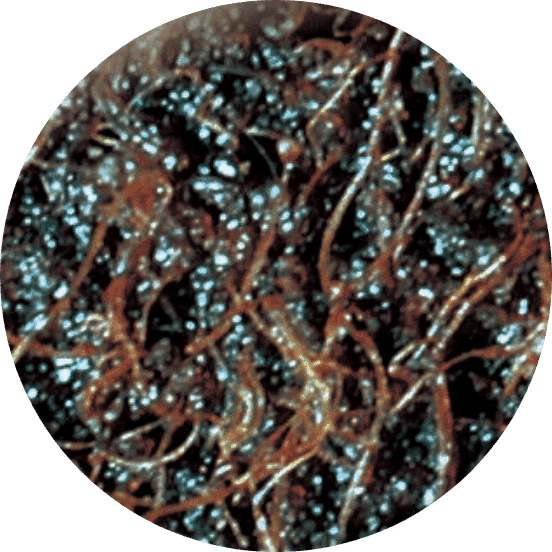
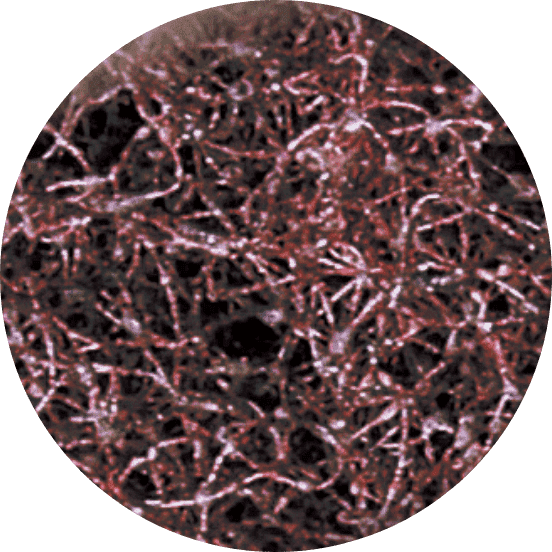
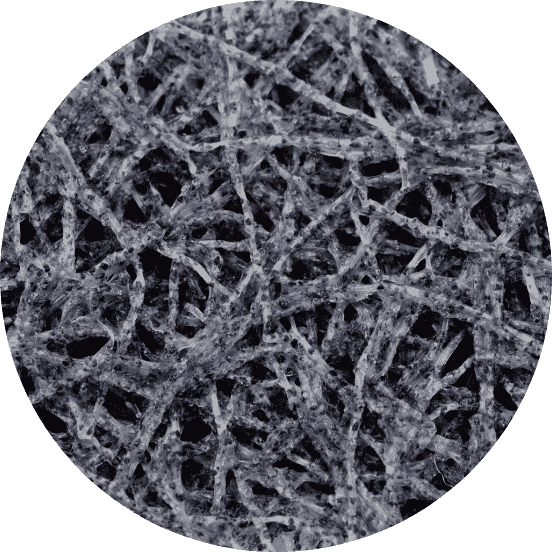
不織布研磨材
- 不織布研磨材は、絡ませた繊維に砥材をまぶして固めたものです。絡まった繊維がクッションとなり、砥材がワークを過度に彫り込むのを防ぎます。
- スコーライトディスクやスカットディスク B/B などに使用しています。
02.砥材について
その成分により、研削力・仕上がり面・耐久性に違いが出ます。
代表的なものにセラミック、アルミナ(A)、ジルコニア(Z)、エメリー、シリコンカーバイド(C)、ダイヤモンドがあります。
- セラミック
- 強靭で微細結晶構造により磨耗が少なく、衝撃や熱にも強いため、一般鋼から特殊合金まで優れた切れ味と耐久性を発揮します。
- アルミナ(A)
- 一般鋼材用として幅広く使用される砥粒で、鋭い形状をしています。アタックが弱いので比較的きれいに仕上がります。
- ジルコニア(Z)
- 非常に鋭く、強い刃先を持ちステンレスや高炭素鋼等の重研削用として使用されています。食いつきがよくアグレッシブに仕上がります。
- エメリー
- バフ研磨の工程で仕上げ用に使用されてきた砥材です。光沢仕上げを必要とする、研磨作業に適しています。
- シリコンカーバイド(C)
- 硬く、鋭い刃先を持つ砥粒ですが、カケやすく、磨耗しやすい性質の砥粒です。非金属や非鉄金属用として使用されます。。
- ダイヤモンド
- 難削材の研磨に使用されてきた、最も硬度の高い砥材です。超硬・石材・石英ガラス・ガラス等の研磨作業に適しています。
03.素材について
7種類の素材で様々な対象物に対応します。

研磨布 (サンドペーパー)鉄や木を削る
- 得意技
- 荒削り〜仕上げ磨き。
- 規格分布
- 砥材セラミック、A/Z/C、#24~#600
- 代表製品
- テクノディスク、フラップホイル
S/C表面を調整する
- 得意技
- 傷ぼかし〜面粗度調整
- 規格分布
- 砥材A、荒目・中目・細目
- 代表製品
- S/C ディスク、スカットディスク S/C
スコーライト傷をぼかす
- 得意技
- 傷ぼかし〜仕上げ磨き
- 規格分布
- 砥材A/C、#60~#600
- 代表製品
- スコーライトディスク、スコーライトホイル、スコーライトフラップ、スカットディスク B/B
ポリライト艶を出す
- 得意技
- 傷ぼかし〜艶出し仕上げ
- 規格分布
- 砥材E、#60~#400(砥材A、#600~#1000)
- 代表製品
- ポリライトディスク、ポリライトホイル
ブレイドサビを落とす
- 得意技
- サビ落とし〜塗料はがし
- 規格分布
- 砥材C、(#36相当)
- 代表製品
- ブレイドディスク、ブレイドホイル

フェルト鏡面に仕上げる
- 得意技
- 鏡面仕上げ
- 規格分布
- 砥材、粒度ナシ(油性研磨材併用)
- 代表製品
- フェルトディスク、フェルトホイル軸付、スカットディスク フェルト

ダイヤ難削材を研磨する
- 得意技
- 超硬材料研磨〜石材・ガラス仕上げ磨き
- 規格分布
- 砥材ダイヤ、#60~#3000
- 代表製品
- ダイヤモンドシリーズ、スカットディスク スーパーダイヤ